Lorsque nous devons réaliser une pièce avec plusieurs pliages, il est très intéressant de ne pas avoir à saisir et relâcher la pièce plusieurs fois pour ajuster la machine à chaque pliage différent. Un positionneur ou un CNC évite cette situation en automatisant le processus.
Visualiseur ou positionneur : lequel est le meilleur ?
Fondamentalement, les deux appareils affichent la mesure en millimètres. Par conséquent, il n’est pas possible de programmer les angles de pliage de la tôle avec l’un ou l’autre (c’est pour cela qu’existe le CNC s625), ni d’afficher le dessin de la pièce à l’écran comme avec le CNC s630. La principale différence entre le visualiseur et le positionneur réside dans l’exécution. Le positionneur modifie automatiquement la position des axes après un pliage, pour passer à la mesure du pliage suivant.
En revanche, le visualiseur ne change pas automatiquement la mesure. Autrement dit, si l’on souhaite que la butée arrière se déplace à 500 millimètres, il faut appuyer sur un bouton qui la déplacera à une mesure approximative, mais pas exacte. Étant donné que l’ajustement est manuel, il manque de précision. Il faut ensuite utiliser une manivelle (ou réglage fin, comme on l’appelait autrefois) pour atteindre la mesure exacte de 500 mm. Le visualiseur amènera la butée à une valeur approximative (par exemple 501 mm) et il faudra ajuster manuellement la position finale.
Ainsi, si nous utilisons un visualiseur numérique, nous perdrons du temps à ajuster les axes et à relâcher la tôle pour ajuster la machine. Avec le positionneur, le déplacement est automatique et il n’est pas nécessaire de relâcher la tôle avant d’avoir terminé tous les pliages.
Le positionneur de cotes représente une nette amélioration par rapport aux visualiseurs numériques ou mécaniques, car il évite de perdre du temps à chaque pliage, sans devoir manipuler la pièce. Cela permet d’automatiser davantage le processus et de gagner du temps.
La principale différence est le gain de temps lors du changement de position de la butée
Comment fonctionne un positionneur de cotes numérique
Le positionneur fonctionne comme une calculatrice. Si l’on souhaite que la butée se déplace à 500 mm, il suffit d’entrer la valeur en millimètres et d’appuyer sur un bouton : la butée se déplacera automatiquement à 500 mm précisément. Axe Y et calcul des angles de pliage
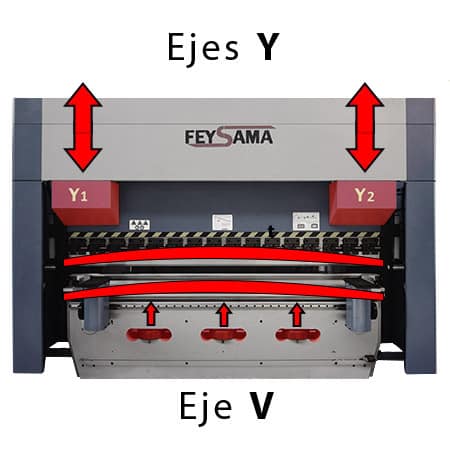
Le positionneur et le visualiseur permettent de déplacer l’axe Y de manière automatisée. Toutefois, lors du pliage de métal, plusieurs facteurs déterminants entrent en jeu pour obtenir l’angle de pliage souhaité. Ceux-ci sont :
- L’épaisseur de la tôle : il faut tenir compte que l’épaisseur conditionne la force et l’angle de pliage.
- Le poinçon et la matrice utilisés : selon les outils installés sur la machine, la distance de l’axe Y variera. Par exemple, une rainure en « V » de 90º n’aura pas le même effet qu’une de 60º.
- L’angle de pliage souhaité : pour l’obtenir, il faut ajuster la pénétration du poinçon dans la matrice.
- Le matériau à plier : après le pliage, dès que le poinçon commence à remonter, le matériau subit un phénomène appelé « rebond élastique » (ou springback), c’est-à-dire qu’il tente (en vain) de revenir à sa position initiale. Ce rebond n’est pas le même pour le fer, l’inox ou l’aluminium.
Ainsi, pour obtenir un pli à 90º, il faut effectuer plusieurs essais jusqu’à trouver la position exacte de l’axe Y.
Avec un contrôle numérique, ces essais sont réduits voire éliminés. En effet, en introduisant les données de la tôle (épaisseur, rainure, poinçon…), le CNC calcule automatiquement la bonne cote pour obtenir un pli de 90º sans essai préalable.
Bien qu’il présente certains inconvénients par rapport à un CNC complet, le positionneur est un outil très utile pour les entreprises qui ne souhaitent pas investir dans une presse plieuse CNC, car elles n’ont pas de grandes séries à produire et privilégient le coût.
Pliages de tôle en série
Lorsque l’on travaille avec des presse plieuse hydraulique sur des séries de pièces, le positionneur offre un avantage considérable par rapport au visualiseur : il permet de plier en séquence. Supposons que l’on veuille réaliser une série de 15 pièces avec différents pliages. Il suffit de faire les réglages avec la première pièce. Le positionneur permet de mémoriser une séquence de pliage. Ainsi, pour les pièces suivantes, il n’est pas nécessaire de reprogrammer les millimètres à chaque fois.
Le positionneur permet de plier une pièce en une seule fois, sans la relâcher
L’avantage est énorme. Avec un visualiseur, pour chaque pièce, il faut ajuster la butée pour chaque pliage à l’aide de la manivelle. Autrement dit, pour une pièce avec 4 pliages, il faut d’abord régler la butée pour le premier pliage, effectuer toute la série, puis passer à la position du second pliage, et recommencer, et ainsi de suite.
Cela représente un gain de temps important, mais aussi une augmentation de la productivité et une réduction quasi totale du risque d’erreur. En effet, avec le positionneur, la butée se positionne automatiquement à la mesure exacte, tandis qu’avec le visualiseur, il faut tout ajuster à la main, avec le risque d’un oubli ou d’une erreur humaine lors d’un pliage.